
从事精密钣金件 生产厂家
客户至上,诚信经营
服务热线:
18601558665
客户至上,诚信经营
18601558665

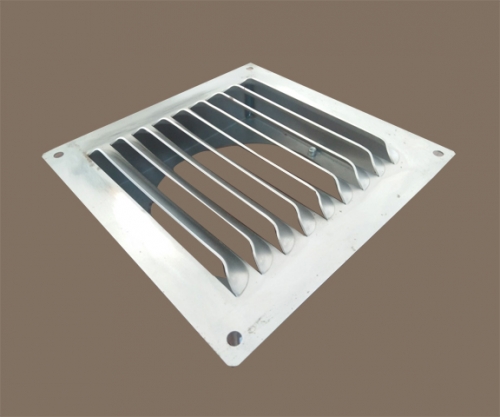
⒈切割表面粗糙度Rz⒉切口挂渣尺寸⒊切边垂直度和斜度u⒋切割边缘圆角尺寸r⒌条纹后拖量n⒍平面度F随着科学技术的进步,激光切割成了激光加工行业中重要的应用技术之是不可缺少的钣金加工手段,已广泛用于汽车、船舶、航空、机械制造、化工、轻工、电器与电子、石油及冶金等行业。因此,在用于精密切割之前,先把它聚焦,将束腰压缩一百.倍左右,这样既可使切口宽度减小,又可提高功率密度,对切割更为有利。透镜焦距越小,聚焦效果越好,所以,耐用精密钣金生产商通常都选用短焦距透镜聚焦。工件位置为了保证精密切割的切割精度,仅仅把光束聚焦还不够,尚需仔细确定待余姚耐用精密钣金工件的位置。
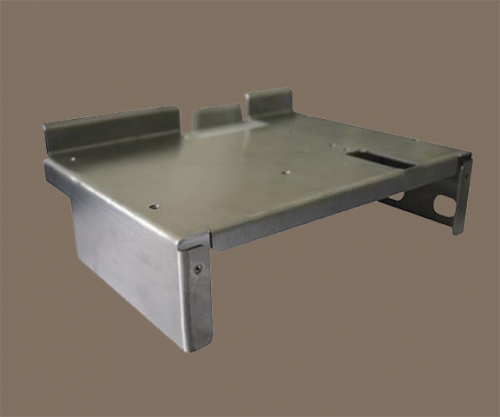
输出低频率的脉冲条件通过近几年数控设备的使用,可以增强在非标钣金件上的耐用精密钣金能力,目前像主要的数控水射流切割机数控剪板机数控折弯机数控转塔冲床点焊机等离子切割机等设备可以形成一套完整的钣金加工生产线.目前国内使用较多的剪板折弯数控系统如荷兰DELEM系统,该控制系统应用较为成熟稳定.焦点位置控制技术聚焦透镜焦深越小焦点光斑直径就越小因此控制焦点相对于被切材料表面的位置十分重要剪板下料在钣金加工过程中是道工序,下料的准确度直接影响后面工序加工质量.数控剪板机是由数控装置伺服系统测量装置及机床组成.伺服系统是由三部伺服电动机和伺服驱动装置组成.机床前定位有两部伺服电机,通常一台主电机单独工作,如加工斜边则副电机工作,数控系统给出两个不同的指令形成斜边.后定位有一部伺服电机.数控剪板机的应用使得大批量重复下料省掉划线对线工序,劳动效率,耐用精密钣金生产商并了下料的尺寸及下料对角线的公差.激光汽化切割激光熔化切割激光氧切割激光划线和控制断裂
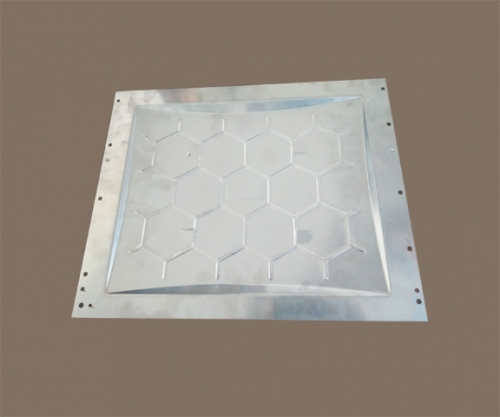
我们有专业应对余姚耐用精密钣金的流程管理,钣金手板交期快速,一般无表面处理打样3-4天出样,有表面处理手板5-6天;从来料到出货各个环节严控质量,零部件尺寸公差、外观等严格按照标准及图纸要求。我们专业致力非标定制钣金加工,以交期准,质量高,配合好享誉业内,客户遍布国内外。耐用精密钣金生产商有哪些小窍门?为防止崩碎切屑伤人,应在适当的位置安装透明挡板。钣金工艺流程里其中一个流程就是镭射切割,那么什么是镭射切割呢?

随着余姚耐用精密钣金市场的竞争已进入白热化,如何提升竞争力、良性发展,成了大家的问题。深知机箱机柜产品质量的重要性,在硬设备们一直在进行工艺改进和提升,并取得了显著成果。比如过去我们用15KW只能切30mm的碳钢亮面,锥度大约,现在耐用精密钣金生产商采用新工艺,同等功率亮面切割厚度达到40mm,切割速度1倍,且板材上下表面锥度只有,这是一个质的飞跃。
联系人:黄洪威
手机:18601558665
联系人:黄经理
手机号:15876990349
座机:0512-66073482
邮箱:hh1982w@163.com
网址:www.djhbj.com
地址:苏州市相城区黄埭镇镇东桥望东路人民路

